激光切割 vs. 水刀切割:哪种方法最适合您的钣金项目?
在现代制造业的激烈竞争中,每一个决策都会影响最终产品的质量、成本和交付时间。对于从事钣金加工的公司来说,最关键的选择之一出现在制造过程的最初阶段:选择正确的切割方法。用于将原材料切割成精密部件的技术是整个项目的基础。做出错误的选择可能导致预算超支、生产延迟以及零件不符合规格。
在 Mexmach,作为一家位于墨西哥的顶级钣金加工服务提供商,我们每天都在指导我们的合作伙伴做出这一关键决策。两种最先进和广泛使用的技术是激光切割和水刀切割。虽然两者都能提供卓越的精度,但它们的工作原理完全不同,使得每种技术都特别适用于不同的应用场景。
本综合指南旨在帮助制造商、工程师和采购团队理解激光切割与水刀切割之间的细微差别。我们将深入探讨每种技术的工作原理,比较它们在关键标准上的优缺点,并就何时选择其中一种提供明确的指导。通过了解其对精度、成本、材料兼容性和交付周期的影响,您可以优化生产流程,确保下一个钣金项目的成功。
什么是激光切割?
激光切割是一种热切割工艺,因其卓越的速度和精度,已成为现代钣金制造的基石。该技术利用高度聚焦、高功率的光束来切割材料。

激光切割的工作原理
“激光(LASER)”是“通过受激辐射实现光放大”的缩写。在激光切割机中,激光束在谐振器中产生,经过放大,然后通过一系列反射镜引导至切割头。切割头中的透镜将这束强光聚焦在工件上的一个微小点上。
这个焦点上的集中热能会熔化、燃烧或汽化材料。同时,一股辅助气体(如氧气、氮气或压缩空气)通过喷嘴同轴喷出。这种气体有多种用途:它吹走熔化的材料(熔渣),保护透镜,并且根据所用气体的不同,可以辅助切割过程。
- 氧气: 用于切割碳钢。它产生放热反应,可以实现更快的切割速度,但会留下氧化边缘。
- 氮气: 用于切割不锈钢、铝和其他合金。它作为保护气体,防止氧化,从而产生干净、高质量、无毛刺的边缘,无需二次加工即可进行焊接。
整个过程由计算机数控(CNC)系统控制。数字设计文件(如 DXF 或 DWG)被转换成切割头的精确运动指令,从而能够以高重复性创建极其复杂的形状和图案。
典型材料和厚度范围
激光切割对多种金属都非常有效。常见材料包括:
- 碳钢(厚度可达约 25 毫米或 1 英寸)
- 不锈钢(厚度可达约 20 毫米或 0.75 英寸)
- 铝合金(厚度可达约 15 毫米或 0.6 英寸)
- 黄铜和紫铜(由于高反射性,需要专门的光纤激光器)
激光切割的优势
- 卓越的速度: 对于中薄规格(厚度约 12 毫米或 0.5 英寸以下)的钣金,激光切割是现有最快的切割工艺之一,非常适合大批量生产。
- 高精度和准确度: 激光切割机可以达到极高的公差,通常在 ±0.1 毫米(±0.004 英寸)以内,并能生产具有锋利、干净边角的复杂几何形状。
- 优异的边缘质量: 使用氮气作为辅助气体时,激光切割产生的边缘光滑、干净,通常无需进一步精加工,从而降低了后续的人工成本。
- 切缝窄: “切缝”是指切割过程中去除的材料宽度。激光束的焦点非常小,因此切缝很窄。这允许加工精细的细节和紧密排样的零件,从而最大限度地提高材料利用率并减少废料。
- 自动化: 该过程通过 CNC 完全自动化,确保了高重复性,并可实现“无人值守”操作,从而显著降低劳动力成本并提高产量。
激光切割的局限性
- 厚度限制: 虽然大功率激光器可以切割厚板,但随着材料厚度的增加,与其他方法相比,该过程变得明显更慢且成本效益更低。
- 反射性材料: 像铜和某些黄铜合金这样的高反射性材料切割起来具有挑战性,因为它们可能将激光束反射回机器中,可能损坏光学元件。现代光纤激光器在很大程度上克服了这一限制,但这仍然是一个需要考虑的因素。
- 热影响区 (HAZ): 作为一种热加工过程,激光切割会将热量引入切割线附近的材料中。这会产生一个小的热影响区(HAZ),在该区域,材料的微观结构和机械性能可能会发生改变。对于大多数应用来说,这个区域可以忽略不计,但对于某些敏感合金或需要进行切割后机加工或焊接的应用,这可能是一个关键因素。
什么是水刀切割?
水刀切割是一种非热、侵蚀性的切割工艺,它利用极高压力的水射流来切割各种各样的材料。它以其多功能性和在切割过程中不给工件带来任何热应力而闻名。
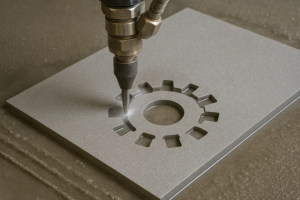
水刀切割的工作原理
水刀切割的原理是加速侵蚀。一个通常能产生 40,000 至 90,000 PSI(275 至 620 MPa)压力的高压泵,将水强行通过一个由红宝石或钻石制成的微小孔口。这会形成一股精细的超音速水流。
水刀切割主要有两种类型:
- 纯水切割: 仅使用高压水流。此方法用于切割软性材料,如泡沫、橡胶、垫圈和食品。
- 磨料水刀切割: 为了切割金属、石材和复合材料等硬质材料,在水流通过孔口后,在混合室中混入一种颗粒状磨料(通常是石榴石砂)。高速水流加速这些磨料颗粒,通过微观侵蚀作用进行实际的切割。这是用于钣金加工的方法。
与激光切割机一样,水刀也由 CNC 控制,使其能够高精度地遵循复杂的数字路径。
适用的材料和厚度
水刀切割最大的优势在于其材料的多功能性。它几乎可以切割任何东西,包括:
- 所有金属:钢、不锈钢、铝、钛、硬化工具钢、特种合金、铜、黄铜。
- 复合材料:碳纤维、玻璃纤维、层压板。
- 石材和陶瓷:花岗岩、大理石、瓷器。
- 玻璃(某些钢化玻璃除外)。
- 塑料、橡胶和泡沫。
水刀在切割厚材料方面表现出色。磨料水刀切割超过 150 毫米(6 英寸)厚的金属是很常见的,并且它们能够切割得更厚,主要受限于愿意投入的时间和成本。
水刀切割的优势
- 无热影响区 (HAZ): 作为一种冷切割工艺,水刀切割不会向材料中引入热量。这是其最重要的优势。材料的性能一直到切割边缘都保持完全不变,这对于热敏性合金、航空航天部件以及需要进行大量二次加工的零件至关重要。
- 几乎可切割任何材料: 从泡沫到钛合金再到花岗岩,水刀切割几乎任何材料的能力使其成为原型制作、定制加工以及处理无法通过热方法切割的材料的宝贵工具。
- 卓越的厚度切割能力: 水刀可以干净、精确地切割比任何激光器能处理的材料厚得多的材料,使其成为厚板和厚块切割的首选。
- 优异的边缘光洁度: 操作得当的水刀可以产生光滑、绸缎般的边缘光洁度,无毛刺,无需二次精加工。
水刀切割的局限性
- 切割速度较慢: 与在薄钣金上进行激光切割相比,水刀切割要慢得多。切割头的进给速度要慢得多,这意味着更长的循环时间。
- 运营成本较高: 磨料水刀切割中的主要消耗品是石榴石磨料,成本可能较高。此外,高压泵和组件需要定期进行昂贵的维护。这些因素导致其每小时的运营成本高于激光切割机。
- 可能产生锥度: 在非常厚的材料上,水刀射流可能会在切割边缘产生轻微的 V 形锥度。现代多轴 CNC 系统可以通过倾斜切割头来补偿这一点,但这是该工艺的固有特性。
正面对比:激光 vs. 水刀
| 特性 |
激光切割 |
水刀切割 |
| 主要机理 |
热能(熔化/汽化) |
机械能(侵蚀) |
| 热影响区 (HAZ) |
存在小的 HAZ |
无 HAZ |
| 最大厚度 |
适用于中薄材料 (~25mm) |
极适用于厚材料 (150mm+) |
| 速度 |
在薄金属上非常快 |
较慢,尤其在厚材料上 |
| 精度 |
优异 (±0.1 mm) |
优异 (±0.1 mm),但依赖速度 |
| 边缘质量 |
优异,光滑,边缘可呈锐角 |
优异,绸缎般光洁,无热应力 |
| 材料通用性 |
适用于大多数金属 |
几乎可切割任何材料 |
| 切缝宽度 |
非常窄 |
窄,但比激光宽 |
| 运营成本 |
每小时成本较低 |
每小时成本较高(耗材、维护) |
Export to Sheets
精度和边缘质量
激光切割和水刀切割都以其精度而闻名。对于大多数厚度达 12 毫米的钣金应用,两种方法都能保持满足或超过行业标准的公差。选择通常取决于边缘质量的性质。
- 激光切割 在不锈钢和铝上使用高纯度氮气辅助时,能产生极其干净、通常光亮或镜面般的边缘。边缘呈方形,几乎没有毛刺。唯一的缺点是微小的 HAZ,这可能会影响后续的高精度焊接或某些关键部件的疲劳寿命。
- 水刀切割 提供具有均匀、喷砂(绸缎)般光洁度的边缘。关键优势是该边缘完全没有热应力。这使其成为那些必须保持原始回火状态和结构完整性的材料(如航空级铝材、钛合金或硬化工具钢)的更优选择。
结论: 对于一般精度和标准金属的干净边缘,激光切割非常出色。对于热敏材料或当完美、无应力的边缘是绝对要求时,水刀是无与伦 比的。
速度和效率
这是两种方法差异最大的地方。
- 激光切割 是中薄规格钣金切割速度的无可争议的冠军。光纤激光器能以每分钟超过 30 米的速度切割 1 毫米厚的不锈钢。这种惊人的速度使其在大批量生产中非常高效。高速直接转化为更低的零件成本和更短的交付周期。
- 水刀切割 是一个更为从容的过程。进给速度要慢得多,尤其是在材料厚度增加时。虽然有时堆叠薄板可以提高产量,但它通常无法与激光在薄材料大批量作业中的原始速度相媲美。
结论: 对于 12 毫米(0.5 英寸)以下钣金零件的大批量生产,激光切割提供卓越的速度和效率。对于原型、厚板或特殊材料,水刀较慢的速度是为其独特能力付出的必要代价。
材料和厚度通用性
- 激光切割 专为金属优化。它在碳钢、不锈钢和铝上表现出色。它通常不用于非金属,如石材、玻璃或大多数塑料。其实际厚度极限约为 25 毫米(1 英寸)。
- 水刀切割 是材料无关性的定义。如果一种材料可以被侵蚀,水刀就能切割它。这为设计师和工程师开辟了一个充满可能性的世界。其切割超过 150 毫米(6 英寸)厚金属板的能力,使其在重型应用中独树一帜。
结论: 如果您的项目涉及多种材料或需要切割厚度超过 25 毫米的金属,水刀切割是明确且通常是唯一的选择。如果您主要使用标准规格的标准钣金,激光切割是完美的选择。
成本差异
切割零件的最终成本是机器时间、人工和耗材的函数。
- 激光切割 通常每小时运营成本较低。主要耗材是电力和辅助气体。结合其在钣金上的高速,这导致在合适的应用中,单位零件成本显著降低。
- 水刀切割 由于石榴石磨料的持续消耗和超高压泵系统的高昂维护成本,其每小时成本更高。较慢的切割速度也意味着每个零件需要更多的机器时间。
然而,“成本效益”的选择完全取决于应用。如果一个零件需要无 HAZ 的边缘以避免未来出现高昂的故障,那么水刀切割较高的初始成本是一项明智的投资。
结论: 对于标准、大批量的钣金作业,激光切割是更经济的选择。对于厚材料、特殊材料或当 HAZ 不可接受时,水刀提供的价值证明了其更高的成本是合理的。
哪种工艺更适合您的应用?
最佳的切割方法是能够满足您项目在质量、时间表和预算方面的特定要求的方法。作为您的制造伙伴,Mexmach 帮助您做出这一决策。以下是一个快速参考指南:
选择激光切割的场景:
- 速度是优先事项: 您有大批量的生产任务和紧迫的交付期限。
- 成本效益是关键: 您正在使用规格高达约 12 毫米(0.5 英寸)的标准钣金(钢、不锈钢、铝)。
- 要求高精度: 您的零件具有复杂的细节或小孔。
- 可接受微小的 HAZ: 材料对热不是特别敏感。
- 典型应用: 汽车支架、电子设备外壳、装饰面板、机器护罩和一般钣金制造。
选择水刀切割的场景:
- 必须保证无 HAZ 边缘: 材料对热敏感(例如航空级铝材 6061-T6)、已硬化或需要进行精密的后续焊接。
- 您正在切割厚材料: 工件是厚度超过 25 毫米(1 英寸)的金属板。
- 材料是特种或非金属材料: 您需要切割钛、复合材料、玻璃、石材或厚塑料。
- 可以进行叠层切割: 您有大量的薄零件可以堆叠在一起同时切割。
- 典型应用: 航空航天部件、定制机器法兰、工具和模具制造以及层压或复合材料的切割。
Mexmach 如何帮助您选择正确的工艺
在激光切割和水刀切割之间做出选择需要专业知识。在 Mexmach,我们不仅仅是服务提供商;我们是您在墨西哥的战略制造合作伙伴。
我们经验丰富的工程师和技术人员团队对这些切割技术有深刻的理解。我们与客户密切合作,分析他们的项目需求,平衡成本、质量、材料完整性和交付周期等关键因素。
无论您的项目最适合我们最先进的光纤激光切割机的高速效率,还是磨料水刀切割的多功能、无应力动力,我们都拥有技术和专业知识来交付完全符合您规格的部件。
不要让对切割方法的不确定性减慢您的生产速度。与能够提供清晰度和成果的专家合作。
立即联系 Mexmach,与我们的专家咨询,或为您下一个钣金项目索取报价。让我们将我们的专业知识为您服务。